品牌:中新运
单件设计承重:2000kg
垂直调整范围:±155mm
竖向调整角度:±0-12°
起订:1件
供应:1000件
发货:3天内
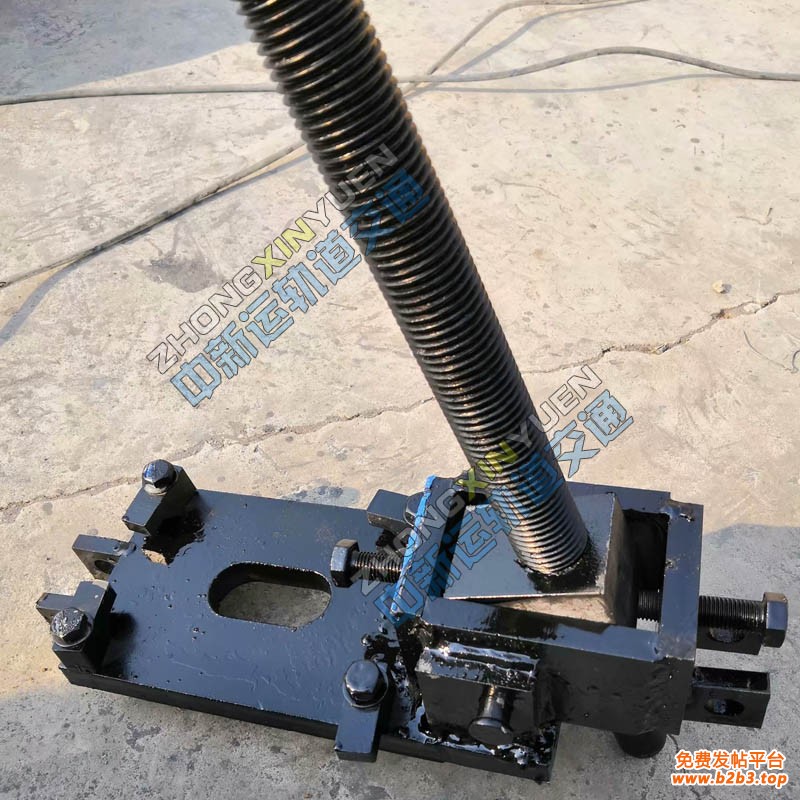
双块式无碴轨道螺杆精调器,托盘式螺杆精调器,中新运生产各类铺架工装,严格把控生产质量,以质取信。
高铁螺杆调节器,包括水平调节系统和角度调节系统,所述水平调节系统包括滑座,调节板,水平调节板,水平调节丝杆,调节板螺母,所述角度调节系统包括角度块,角度定位板,角度定位螺丝,角度销,固定销,所述滑座为中空结构,所述滑座的一端焊接有所述水平调节板,另一端焊接有所述角度定位板,本实用新型具有结构精巧,量程大,稳定性好,安装调节方便,可多次重复使用,能很好的满足施工要求等特点,很好的满足了施工要求。
螺杆调节器是为适应我国高速发展的铁路建设事业的需要而研发的铁路施工设备。该设备用于客运专线双块式无碴轨道调整作业并完成轨道最终精确定位,同时能承载钢轨和在钢轨上行走的设备重量。与其它施工机械配合适当,可显著提高施工效率。
螺杆调节器是粗调机施工中的重要组成部分,用于粗调机完成粗调工作后的钢轨与轨枕的固定工作,为后续精调工作保持粗调机调节后的精度。
螺杆调节器是高速铁路无碴轨道施工的专用装备之一。
无碴轨道施工中,在应用粗调机进行轨排粗调作业之后,需要将螺杆调整器装配到钢轨之上,用于固定轨枕系统,初步确定轨道位置,进行轨排结构的支撑。
精调轨排时,利用测量仪器检测出轨道误差后,必须应用螺杆调整器完成钢轨精调,包括垂直高度与超高以及股道中心线的调整等。
螺杆调节器是工具轨法施工无砟轨道的主要的承重结构,同时是轨道几何形位调整的重要设备。在道床板砼浇注前整个轨道系统的重量由螺杆调节器承受,保证轨枕在道床板浇注过程中处于稳定状态。而且通过调节螺杆调节器对工具轨的高低和轨向的调整,使之满足轨道设计线型要求,并固定工具轨的空间几何状态。轨道精调完成后,工具轨应达到轨道精调标准要求。
工具轨托架适用于双块式无砟轨道施工工具,主要功能是支撑调节钢轨的高度,同时配合精调机调整钢轨的水平位置。用于固定、粗定位和终定位轨排,适用于直线段、道岔段、桥上段双块式轨枕施工的定位调整,此外还适用于0-200mm弯道段承载层施工定位与调整。
工具轨托架有垂直调整、水平调整两部分,其中水平调整又分为(轨道中心线)拉杆调整与锚杆调整(轨向)两种。
并通过高温调质处理,强度高、不变形。
单件设计承重:2000kg
垂直调整范围:±155mm
竖向调整角度:±0-12°
轨道中心线调整范围:±50mm
工作环境温度:-10°C~+50°C
超高范围:0mm~180mm
螺杆长度:550mm、600mm、650mm、750mm、800mm、900mm
螺杆调节器托盘可连接轨距、轨向调节螺杆,以及调整固定轨距、轨向。
Sk-2型轨枕防尘罩灌浆时可以避免污染轨枕。
双块式轨枕精调器使用方法
1. 将精调器与工具轨连接;
2. 将保护套套在螺杆上;
3. 用轨距调节器调节轨距;
4. 用起道器对轨排进行粗调;
5. 用双块式精调器进行精调(轨道横向调节需要用轨道横向调节器调节)。
工具轨托架的维护
1、螺杆调节器的螺杆单独装箱运到工地后,做好防雨,避免生锈。装箱示意见图五。
2、螺杆调节器的螺杆拆除后用钢丝刷清理干净,涂油润滑,以保证钢轨高度调节轻便灵活;拆除后要及时清理螺杆上的油污,并及时装箱,以免螺纹部分沾上尘土。
3、中心销和螺杆手柄在使用前要涂油润滑,保证轨道超高时竖向螺杆与底板夹角调整灵活,后调整完成后角度锁定方便。
注意事项
1、为避免砼收缩对轨枕的影响,中新运(山东)轨道交通在浇筑混凝土后2.5~3.5小时后,将调节螺杆拧松1/4圈,约1mm;在混凝土初凝前2~3小时后拧松全部轨道扣件。
2、螺杆调节器底板装箱要轻拿轻放,防止零部件产生划痕和碰伤;螺杆在装卸时也要格外小心,防止螺纹部分碰伤或变形而影响轨道调节精度,甚至会出现与调节螺母装配不上的情况。
3、经过初调后的轨排不能承受重载和扰动。
4、在少数情况下,螺杆不能从道床板混凝土中或螺杆调节器的调节螺母中拆除。这可能在以下情况下发生:螺杆停留在混凝土中的时间太长,螺杆和调节螺母之间的螺纹上有污物。如果螺杆受阻,要拆除螺杆支架,则必须切割螺杆(可用割锯和切割研磨机),并尽量靠近调节螺杆/调节螺母的下方,但无论如何要高于底板的下边缘。
双块式无砟轨道粗调安装调节器螺杆施工方法
通过粗调机粗调轨道,实现提起轨排及按照粗调要求的x,y,h坐标和轨道超高的要求,对轨道进行粗定位。粗调机在每次拆卸之后都应进行内部校准,核对水平和轨距。
(1)粗调机就位:安装好工具轨和螺杆调节器托轨板后,粗调机沿工具轨自行驶入,4个粗调单元均匀分布在12.5m长工具轨上。
(2)准备粗调:放下两侧辅助支撑边轮,支撑在道床顶面上。放下夹轨器,夹紧钢轨。
(3)确定全站仪坐标:全站仪采用自由设站法,测量测站附近6个固定在电力塔杆(或混凝土边墙)上的基准控制点棱镜,通过配套软件,自动平差计算,确定全站仪的x,y,h坐标。改变全站仪测站,需要重新确定新测站坐标时,必须至少观测后方3个交叉控制点。为了加快粗调速度,压缩测量仪器定位时间,每套粗调机宜配备两台全站仪。
(4)测量、传输数据:依次遥控打开每个粗调单元顶部的棱镜,全站仪自动搜索、测量、计算得出的棱镜x,y,h数据。
(5)计算调整量、轨道调整
计算出每个调节单元与设计位置的偏差(调整数据)。进行水平、垂直、超高位置的调节。调整应按先中间两台、后端部两台的顺序进行。
(6)确认测量结果:重复测量,确认轨排定位。必要时再次进行调整。
(7)安装螺杆:完成轨道粗调后,选择螺杆调节器托轨板的倾斜插孔,在螺杆旋出超过托盘后,旋入螺杆。采用扳手拧紧竖直螺杆,最大扭矩不应超过5N·m(与手动拧紧力量大致相当),基本是螺杆接触地面就停止。这时,整个轨道在螺杆调节器的支撑下就能保持稳定。螺杆顶端高出钢轨顶面不得超过70mm。
(8)松开并提起粗调机夹轨器,收起外侧支撑腿,在动力系统牵引下,借助外侧支撑腿边轮,平稳通过钢轨接头,进入下一根工具轨。
公司本着“千方百计生产出顾客期望和要求的产品”的宗旨,坚持“工厂出产的产品,重要的是信誉和质量”的经营理念,不断吸收、引进新设备,使公司的经济效益蒸蒸日上。相信公司将会不停止探索和发展的脚步。